
Ethylene Vinyl Acetate (Ethylene Vinyl Acetate) could also be a copolymer of ethylene and vinyl acetate. The code name is E/VAC or EVA for brief.
EVA has many excellent properties, like coldness windability, chemical resistance, flexibility, crack resistance, transparency, weather resistance, etc. Its application has penetrated all aspects of people’s lives, for example, shoe materials, films, wires and cables, Toys, hot melt glue, paint, etc.

Among them, the application in shoe materials is mainly as a foaming material for shoe midsoles, which has the following functions:
- Shock absorption: It has a high shock absorption function and is placed on the impact area of the heel to reduce sports injuries caused by the impact of the foot on the ground during the exercise
- Rebound: With high resilience, it’s placed on the forefoot area of the shoe to extend the peak of the bounce and therefore the comfort of the force part during exercise
- Lightweight: Lightweight, which can reduce the weight of the whole shoe and reduce the energy consumption of sports
- Durable and comfortable: immune to compression, provide long-term support and extend the lifetime of the midsole
There are four major foaming processes of EVA for shoes: traditional large foaming for flat plates, small in-mold foaming, injection cross-linking foaming, and supercritical foaming.
Today we have sorted out the four manufacturing processes of EVA shoe midsoles, which are the traditional secondary molded midsole, the small foam secondary molded midsole, one-time molded midsole, and the primary injection midsole/outsole.
1. The traditional secondary molded midsole (CP)
This process is that the EVA material is banned and smelted, and then made into a plate, after the large plate is foamed, it is cut according to the size of the midsole, and then the second foaming is carried out. The EVA shoe midsole produced by this process is additionally called the PHYLON midsole.

Figure CP traditional secondary molding midsole process flow
The characteristics of this process are as follows:
Advantages: good dimensional stability, low equipment cost
Disadvantages: high material waste, low production efficiency, high component cost
2. Small foaming secondary molded midsole (CMP)
Small foaming is to pelletize the fabric prepared consistent with the formula, weigh it, and put it into the opened mold for foaming and shaping. There are one-time compression molding and two-time compression molding.

Figure Small foam secondary molded midsole process flow
The small foaming secondary molded midsole process has the subsequent characteristics:
Advantages: good dimensional stability, fewer restrictions on appearance design
Disadvantages: high mold cost, low production efficiency, high component cost
3. One-time molded midsole (DP)
The one-time molding process of the midsole is to pour the fabric into the mold after EVA granulation, then foam and form it on just one occasion.
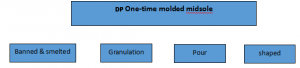
Figure One-time molding process flow of midsole
The one-time molded midsole process has the subsequent characteristics:
Advantages: high material usage, low machine cost, high efficiency, high output, low cost of parts
Disadvantages: limited appearance, poor color consistency, poor dimensional stability, no sharp corners and barb designs, and can’t be integrated with TPU
4. One-time Shoot the midsole/outsole (IP)
In IP injection, EVA, modifiers, additives, etc. are mixed at high speed and then extruded and pelletized, followed by injection molding.
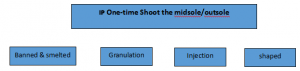
Figure One-time injection of the midsole/outsole process flow
The one-shot midsole/outsole process has the subsequent characteristics:
Advantages: less side waste, low cost (when the assembly volume is large), high output, low labor cost, stable quality
Disadvantages: bright surface, not suitable for sharp corner design, no barbs, high initial machine cost
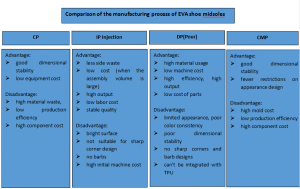
Figure Comparison of the manufacturing process of four EVA shoe midsoles